CPK、Sigma和PPM的换算关系
发布时间:2024-09-18
在制造业的质量控制领域,CPK、Sigma和PPM是三个至关重要的指标。它们不仅反映了生产过程的稳定性和质量水平,还为管理者提供了改进生产效率的方向。然而,这三个指标之间的关系并不直观,理解它们之间的换算关系对于有效管理生产过程至关重要。
CPK Sigma和PPM的定义与计算方法
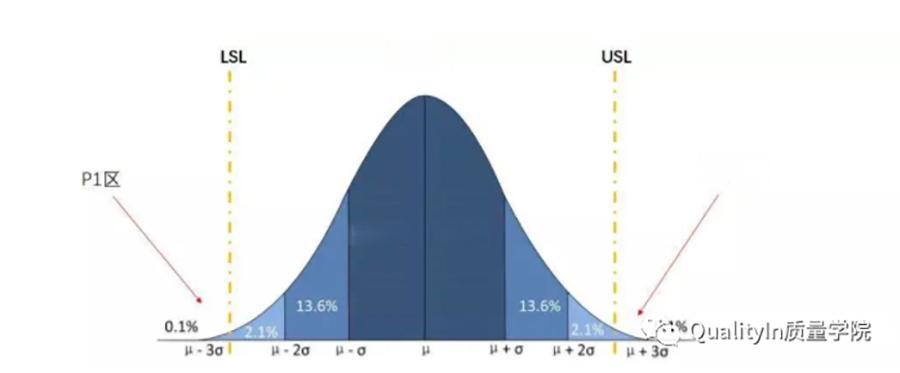
CPK,全称过程能力指数,是衡量生产过程在稳定状态下达到可接受标准程度的指标。它的计算公式为:Cpk = min[(USL - μ) / 3σ, (μ - LSL) / 3σ],其中USL是规格上限,LSL是规格下限,μ是过程均值,σ是标准差。
Sigma水平,也称为西格玛水平,是另一种衡量过程能力的指标。它将过程分布的平均值、标准偏差与质量特性的目标值、规格线结合起来。Sigma水平越高,过程满足质量要求的能力就越强。
PPM(Parts Per Million)是百万分之不良率,直接反映了生产过程中的不良品数量。例如,如果一个过程的PPM为63,就意味着每生产100万个产品,就有63个不良品。
三者之间的换算关系及其应用
在不考虑偏移的情况下,CPK、Sigma和PPM之间存在一定的换算关系。例如,当CPK=1.33时,对应的Sigma水平为4,PPM为63.3。这种换算关系基于正态分布的概率计算。
然而,实际生产过程中,质量特性的分布中心与规格中心重合的可能性很小。因此,在计算长期运行中出现缺陷的概率时,通常会考虑将正态分布中心向左或向右偏移1.5个标准差。这种偏移考虑使得6 Sigma水平对应的PPM从理论上接近于0变为实际的3.4。
指标在质量管理中的实际应用
理解这些指标之间的换算关系对于质量管理至关重要。例如,如果一个过程的CPK为1.33,我们知道这意味着该过程的Sigma水平为4,PPM为63.3。这为我们提供了一个清晰的质量控制目标:通过改进过程,提高CPK值,从而降低PPM,减少不良品数量。
在实际应用中,这些指标可以帮助管理者做出决策。例如,如果一个过程的CPK值低于1.33,可能需要采取措施提高过程能力。这可能包括改进设备、培训员工、优化工艺参数等。相反,如果CPK值高于1.33,可能意味着过程能力已经足够,可以将资源投入到其他需要改进的领域。
此外,这些指标还可以用于比较不同生产过程的质量水平。例如,一个具有较高Sigma水平的过程通常意味着更高的产品质量和更低的生产成本。
结论
CPK、Sigma和PPM是质量控制中不可或缺的工具。理解它们之间的换算关系不仅有助于我们更好地管理生产过程,还能帮助我们做出更明智的决策。通过持续监测和改进这些指标,制造商可以不断提高产品质量,降低生产成本,最终在竞争激烈的市场中获得优势。