PVC物料挤出塑化机理及配方调整方向
发布时间:2024-09-03
聚氯乙烯(PVC)是一种广泛使用的热塑性塑料,其挤出塑化过程是PVC制品生产的关键环节。深入了解PVC物料挤出塑化机理,并通过配方调整来优化塑化效果,对于提高PVC制品的质量至关重要。
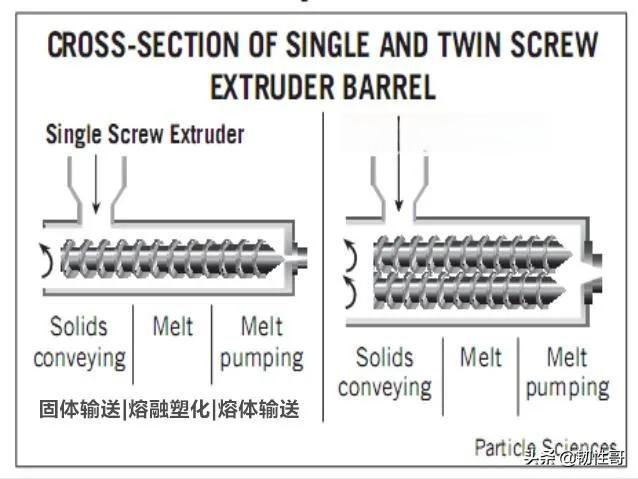
PVC物料的挤出塑化过程可以分为三个阶段:固体输送区、熔融区和熔体输送区。在固体输送区,PVC树脂和助剂颗粒通过螺杆的剪切作用和摩擦加热,逐渐从玻璃态转化为高弹态。这一阶段,约50%
60%的PVC树脂颗粒破碎变化为初级粒子,各种助剂粒子与初级粒子充分接触、扩散。进入熔融区后,PVC物料在高温和剪切力的作用下,由高弹态转化为粘流态,约60%
70%的初级粒子破碎变化为一级粒子,各种助剂分子与PVC一级粒子形成物理与化学结合。最后,在熔体输送区,PVC大分子在剪切作用下与各种助剂进一步反应、均化,形成稳定的熔体,准备进入成型阶段。
影响PVC物料挤出塑化质量的关键因素包括:
-
挤出机的结构和性能:双螺杆挤出机比单螺杆挤出机更有利于PVC物料的塑化,因为其具有更好的正向输送能力和剪切效果。
-
螺杆和机筒的设计:螺杆的长径比、压缩比、螺槽深度等参数都会影响PVC物料的塑化效果。合适的螺杆与机筒间隙也很重要,一般控制在0.1~0.6mm之间。
-
温度和速度控制:合理的机筒温度设定和螺杆转速是保证PVC物料均匀塑化的关键。通常C1>C2>C3>C4,但具体温度需要根据物料特性和设备情况进行调整。
-
配方组成:PVC树脂的类型、稳定剂、增塑剂、润滑剂等助剂的种类和用量都会影响塑化效果。
通过配方调整来优化PVC物料的挤出塑化效果,可以从以下几个方面着手:
-
选择合适的PVC树脂:根据制品要求选择合适的型号,如SG-3、SG-5或SG-7等。
-
调整稳定剂体系:对于硬质PVC制品,可选用钙锌复合稳定剂;对于软质PVC制品,可选用有机锡类稳定剂。
-
优化增塑剂用量:增塑剂的加入量会影响PVC物料的流动性和机械性能。一般来说,硬制品增塑剂加入量为0
5份,软制品为2660份。 -
合理使用润滑剂:内润滑剂和外润滑剂的配合使用可以改善PVC物料的加工性能。硬质PVC制品中润滑剂总用量一般不超过1份,软制品中一般小于1份。
-
选用适当的加工助剂:如ACR类加工助剂可以改善PVC物料的熔体强度和熔体延展性。
-
考虑抗冲改性剂:对于需要提高抗冲击性能的制品,可选用CPE、ACR或MBS等抗冲改性剂。
要提高PVC物料的挤出塑化质量,还需要综合考虑设备、工艺和配方等因素:
-
选择合适的挤出机:根据制品要求选择合适的机型和规格。
-
优化工艺参数:合理设定机筒温度、螺杆转速和喂料速度,找到最佳的组合。
-
保证原料质量:使用质量稳定的原材料,并注意原料的均一性。
-
定期维护设备:确保螺杆和机筒的装配精度,定期清理和维护设备。
-
进行系统优化:通过试验和数据分析,不断优化配方和工艺参数,提高塑化质量。
总之,PVC物料的挤出塑化是一个复杂的过程,需要从设备、工艺和配方等多个方面综合考虑。通过深入理解塑化机理,并进行科学的配方调整和工艺优化,可以有效提高PVC制品的质量,为PVC行业的可持续发展提供有力支持。