不同的金属材料,切削起来各有什么不同?
发布时间:2024-09-03

金属切削加工是制造业中不可或缺的工艺,不同金属材料在切削时表现出迥异的特性。了解这些特性对于优化加工过程、提高效率和质量至关重要。
不同金属材料的切削特性
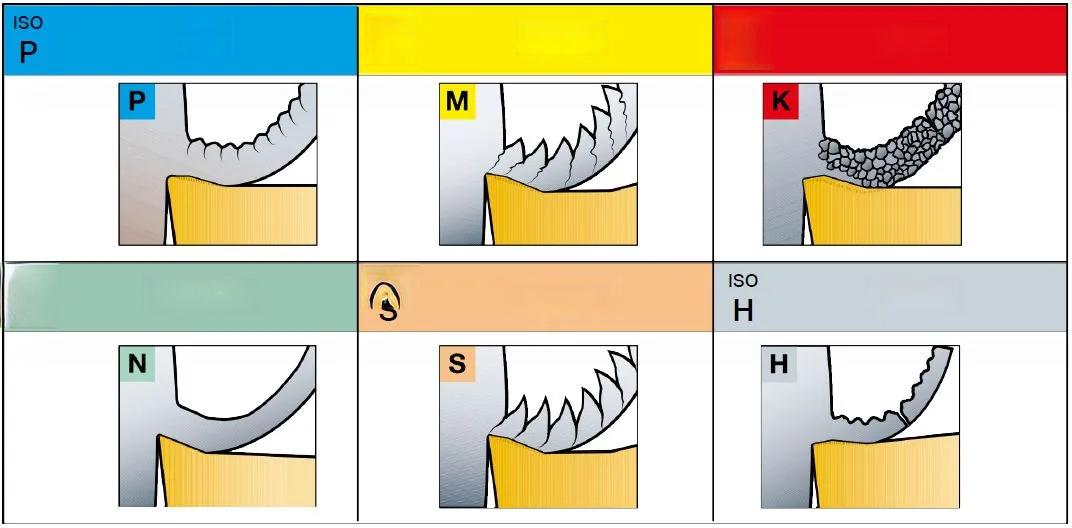
根据ISO标准,金属材料可分为六大类,每类在切削加工时都有其独特的特性:
-
钢(P组):钢是切削领域中最大的材料组,包括非淬硬钢和调质钢。材料通常形成连续、均匀的长切屑,切削力在有限范围内。低碳钢具有粘性,需要锋利的切削刃。
-
不锈钢(M组):不锈钢含有至少11%的铬,形成致密的氧化膜,具有良好的耐腐蚀性。切削时形成不规则的薄片状切屑,切削力高于普通钢。不锈钢种类繁多,断屑性能各异。
-
铸铁(K组):铸铁主要分为灰口铸铁、球墨铸铁和蠕墨铸铁。碳含量超过2%,硅含量较高。铸铁的切屑形态多样,从粉末状到长切屑不等。铸铁加工所需的功率通常较小,切削力中等。
-
有色金属(N组):包括铝、铜及其合金。硬度较低,切削时需要的功率相对较小,但为了获得高金属去除率,仍需考虑最大功率需求。
-
耐热合金(S组):包括高合金的铁、镍、钴或钛基材料。切削时形成锯齿状长切屑,切削力和功率需求较高。
-
淬硬钢(H组):硬度超过45-65 HRC的调质钢。切削时产生连续、红光炽热的切屑,高温有助于降低切削力。
影响切削力的关键因素
切削力是金属加工中的重要参数,直接影响加工质量和效率。以下是影响切削力的主要因素:
-
工件材料:材料的强度、硬度越高,切削力越大。塑性、韧性大的材料,切削力也越大。
-
切削用量:背吃刀量和进给量增加,切削力相应增加。切削速度增加,切削力的变化取决于材料和切削条件。
-
刀具几何角度:前角增大,变形减小,切削力减小。主偏角增大,背向力减小,进给力增大。
-
刀具磨损:后刀面磨损导致切削刃变钝,增加切削力。
-
切削液:切削液可以减少刀具与工件之间的摩擦,降低切削力。
-
刀具材料:刀具材料的耐磨性和刃磨后的表面粗糙度影响切削力。
优化切削过程的策略
基于上述分析,我们可以采取以下策略来优化切削过程:
-
选择合适的刀具材料和几何参数,以适应不同材料的切削特性。
-
合理选择切削用量,在保证加工质量的前提下提高效率。
-
使用适当的切削液,减少摩擦,降低切削力。
-
定期检查和更换刀具,避免因磨损导致切削力增加。
-
对于难加工材料,如不锈钢和耐热合金,可以考虑采用特殊的切削策略,如使用负前角的陶瓷刀具。
-
对于有色金属等软材料,注意控制切削速度和进给量,以获得良好的表面质量。
通过深入理解不同金属材料的切削特性及其影响因素,我们可以更精确地控制切削过程,提高加工效率和质量,从而在激烈的市场竞争中占据优势。