镁合金压铸件结构设计,第一章:产品设计需要注意的问题
发布时间:2024-09-19
镁合金以其质轻、比强度高、减震性好等优点,在航空航天、汽车和电子等领域得到广泛应用。采用镁合金替代钢或铝合金是实现汽车轻量化的有效途径之一,可以降低燃油消耗并减少气体排放。然而,镁合金压铸件的设计并非易事,需要考虑多方面因素。
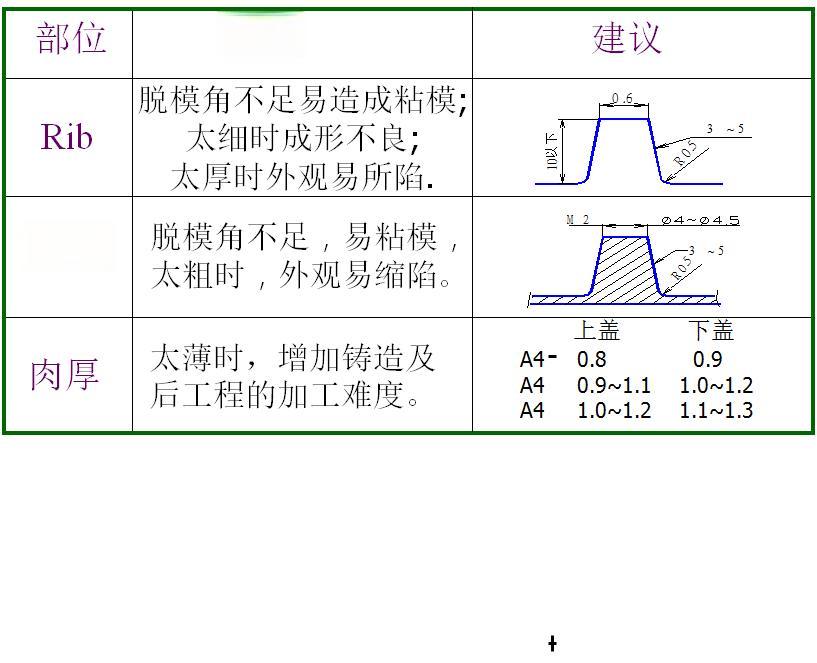
壁厚设计是镁合金压铸件设计中最重要的参数之一。壁厚太薄会导致充填困难,出现充填不良;壁厚太厚则容易产生内部晶粒粗大,造成缩孔、气孔等缺陷。一般来说,镁合金压铸件的最小壁厚为0.6mm,推荐壁厚为2-3mm,最大壁厚不应超过5mm。如果局部区域壁厚过厚,应采用掏空设计使整体壁厚均匀。
结构设计方面,应避免尖角和深槽。尖角处容易产生应力集中,导致裂纹;深槽则会影响金属流动,造成充填不良。应尽量采用圆角过渡,圆角半径一般为壁厚的1/2。此外,应避免设计过长的悬臂结构,因为镁合金压铸件在冷却过程中容易产生变形。
工艺参数的选择也至关重要。压射速度是影响压铸件质量的关键因素之一。过低的压射速度会导致充填不足,而过高的压射速度则可能引起金属液飞溅,产生缺陷。一般推荐的压射速度为6-10m/s。增压压力的选择也很重要,适当的增压压力可以减少缩孔和气孔的产生,提高压铸件的致密性。
一个典型的失败案例是某汽车公司生产的镁合金轮毂。该轮毂在使用过程中频繁出现断裂问题,经分析发现,问题出在设计上。轮毂的局部壁厚过厚,导致该区域冷却速度慢,产生缩孔和气孔。同时,轮毂的某些部位采用了尖角设计,造成了应力集中。此外,压铸工艺参数设置不当,压射速度过快,导致金属液飞溅,进一步加剧了缺陷的产生。
针对这些问题,设计人员对轮毂进行了改进。他们采用了掏空设计,使整体壁厚均匀;将尖角改为圆角过渡;调整了压铸工艺参数,降低了压射速度。改进后的轮毂在使用过程中表现良好,断裂问题得到了解决。
镁合金压铸件设计的关键在于:合理控制壁厚,避免尖角和深槽,采用圆角过渡;优化结构设计,避免过长的悬臂结构;合理设置工艺参数,特别是压射速度和增压压力。此外,还应注意镁合金的特性,如易燃性,采取相应的安全措施。
随着技术的进步,镁合金压铸件的应用范围将不断扩大。未来,我们可能会看到更多采用镁合金压铸件的创新产品,如更轻薄的笔记本电脑外壳、更高效的汽车零部件等。镁合金压铸件设计的重要性也将日益凸显,成为产品开发中不可或缺的一环。