焊缝表面气孔和加工面气孔原因分析和控制方法解析「焊接实操篇」
发布时间:2024-09-16
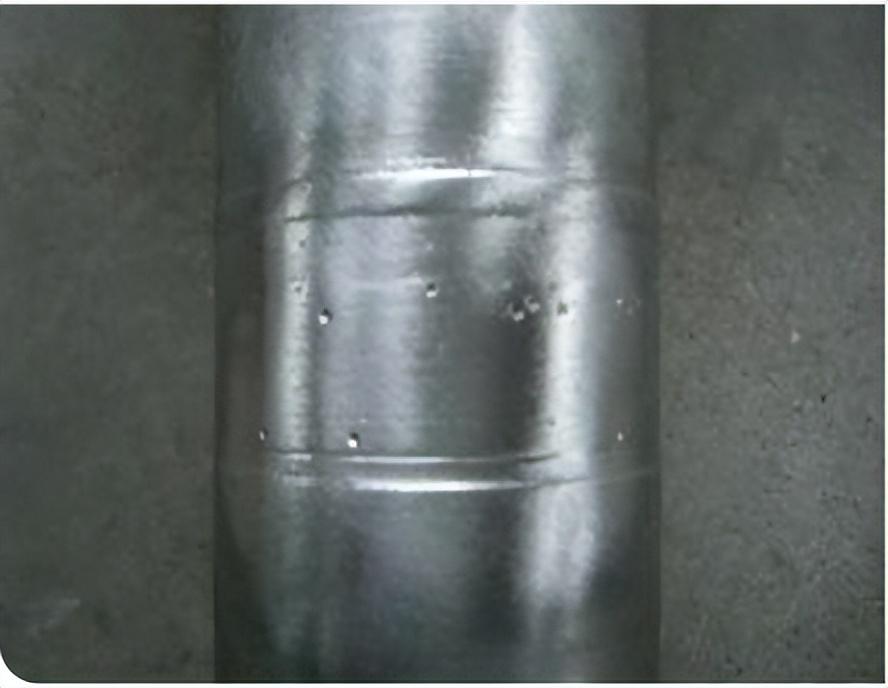
焊接气孔是许多焊工在实际操作中经常遇到的问题。这种缺陷不仅影响焊缝的外观,更重要的是会降低焊缝的强度和质量,甚至可能导致泄漏或断裂。让我们通过一个典型的焊接案例,深入分析气孔产生的原因,并探讨如何在实际操作中预防和控制气孔的产生。
假设我们正在进行一项管道焊接任务。管道材质为碳钢,直径200mm,壁厚10mm。我们选择使用MIG焊接方法,保护气体为80%氩气和20%二氧化碳的混合气体。焊丝直径为1.2mm,焊接电流为200A,电压为24V。
在这个案例中,我们可能会遇到以下几种情况:
- 焊接材料的影响
如果焊丝或管道表面有油污、锈蚀或氧化皮,这些杂质在焊接过程中会分解产生气体,形成气孔。因此,在焊接前,我们需要仔细清洁焊丝和管道表面。可以使用钢丝刷去除表面的锈蚀和氧化皮,然后用丙酮擦拭干净。同时,要确保焊丝的化学成分与管道相匹配,避免因化学反应产生气体。
- 保护气体的影响
如果保护气体的纯度不够,或者流量不稳定,会破坏对电弧和熔池的有效保护,使空气中的氧气、氮气等进入熔池,形成气孔。因此,我们需要检查保护气体的纯度,确保达到99.99%以上。同时,要根据焊接电流和焊丝直径调整合适的气体流量,一般为15-25L/min。在室外焊接时,要注意采取防风措施,避免风力干扰保护气体的流动。
- 焊接工艺的影响
如果焊接电流、电压、电弧长度、焊接速度等参数选择不当,会影响电弧的稳定性和熔池的流动性,造成气体不能及时排出,形成气孔。在这个案例中,我们可以适当降低焊接速度,从15cm/min调整到10cm/min,这样可以增加熔池的停留时间,有利于气体逸出。同时,要保持稳定的电弧长度,避免电弧过长导致空气进入。
- 焊接环境的影响
如果焊接环境的温度、湿度等因素变化较大,会影响熔池的冷却速度和收缩变形,造成气体溶解度的变化,形成气孔。因此,在焊接前,我们需要检查环境温度和湿度。如果湿度超过60%,可以考虑使用除湿机降低环境湿度。同时,对于厚壁管道,可以进行预热处理,将管道加热到100-150℃,这样可以降低气体的溶解度,促进气体排出。
通过以上分析,我们可以看到,预防焊接气孔需要从多个方面入手。除了上述措施外,我们还可以考虑以下方法:
-
采用活性气体或脉冲激光焊接。活性气体可以与熔池中的气体发生化学反应,生成易于排出的化合物。脉冲激光焊接可以改变小孔的行为,减少保护气体被卷入小孔。
-
采用光束摆动或电弧摆动的方法。这可以增加熔池的流动性,促进气体排出,同时改善焊缝的成形和填充。
-
如果焊缝中已经产生了气孔,可以采用修补或重焊的方法。修补是在气孔处重新焊接,填充焊丝或焊剂,使气孔消失或变小。重焊是在整个焊缝上重新焊接,使原来的焊缝完全熔化,重新凝固,使气孔消失或变小。
总之,焊接气孔是一种常见的焊接缺陷,但只要我们从焊接材料、保护气体、焊接工艺、焊接环境等多个方面入手,采取合理的措施,就可以有效地预防和解决这个问题。通过不断实践和总结经验,我们一定能够提高焊接技术水平,保证焊接质量。