「余热回收制冷」热泵助力工业制冷 工业节能减排新出路
发布时间:2024-09-18
工业领域是我国能源消耗和碳排放的大户,占全国能源消耗总量的70%左右。然而,工业生产过程中产生的大量余热却往往被白白浪费。据统计,工业能耗中约50%可以转化为不同温度的工业余热,但我国对工业余热的回收利用率仅为30%。如何高效利用这些低品位余热,成为工业节能减排的关键。
余热回收制冷热泵技术为解决这一问题提供了新的思路。这种技术通过热泵系统,将工业生产中产生的低温余热提升为可用的高品质热能,既可用于制冷,也可用于供热。目前,主要有三种类型的余热回收制冷热泵技术在工业领域得到广泛应用。
首先是压缩式热泵。这种技术效率较高,供水温度可达85℃以上。然而,当输出温度高于101℃时,系统将无法正常工作。为了解决这一问题,研究人员开始关注有机朗肯循环系统(ORCS)。其中,1,1,1,3,3-五氟丙烷(R245fa)因其较高的临界温度(153.86℃),成为余热回收的理想工质。
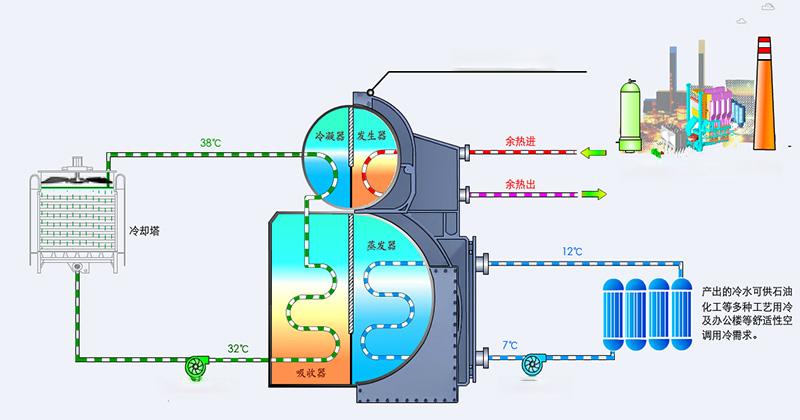
其次是吸收式热泵。这种技术在工业余热回收中应用较早,可以在20%~100%的负荷比例内进行调节,对工作条件变化适应性强。虽然系统效率较低,但可以有效减少电能消耗,是回收再利用工业余热的有效途径。
最后是复合热泵技术。这种技术结合了热压缩与机械压缩,可以利用200℃的低温烟气驱动,并对烟气的高温段和低温段进行梯级利用,制备所需的0.5MPa蒸汽。研究表明,这种技术可以显著提高系统的能源利用率和节能率。
这些技术在不同工业领域的应用效果令人鼓舞。例如,在中海石油宁波大榭石化30万吨/年乙苯装置工艺热水余热回收项目中,安装了第二类溴化锂吸收式热泵机组,年节约标准煤0.90万吨,年减排CO2 2.49万吨。在国电电力大连开发区热电厂1号机机组供热节能改造工程中,采用“宽背压低压缸转子”的改造方案,年节约标准煤9.2万吨,年减排CO2 25.5万吨。
余热回收制冷热泵技术不仅能够显著降低工业能耗,还能减少温室气体排放。以氨水复合吸收-压缩热泵为例,当热泵负荷为895kW、氨气质量分数为0.82且循环比为0.43时,每年可减少经济成本,并使二氧化碳排放量减少227吨。利用这种技术回收50℃的工业废热,能够产生95℃左右的热水,大大提高了能源利用效率。
随着技术的不断进步和应用范围的扩大,余热回收制冷热泵技术有望在工业节能减排中发挥更大作用。未来,我们需要进一步优化系统设计,提高热泵效率,同时探索更多样化的应用场景,为实现“双碳”目标做出更大贡献。